Project Overview
H.Stars Group has recently design a project for one of the Forest Products Technology Co., Ltd. For 9500 tons/year turpentine deep processing and 6500 tons/year rosin deep processing products (Phase I) project. This design is mainly for the condensation and recovery of organic solvents in the VOC tail gas.
Process chilled water: 50m³/h, supply and return water temperature: 12/17℃, water supply pressure: 0.4MPa

Proposal design
This project design uses a 40STD-370WSI4 water cooled chiller unit with a dual-cycle design and a 15m³ intermediate buffer water tank. The process water supply pump adopts constant pressure frequency conversion control, and the screw chiller is automatically loaded and unloaded under the temperature control of the intermediate buffer water tank.
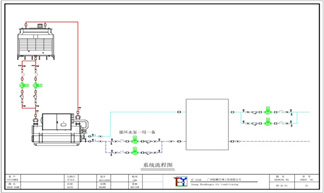
Project system diagram
Solution advantages
1. Adopt special screw type industrial chiller, set up double cycle system, the unit energy efficiency ratio is above 6.0 and the comprehensive energy efficiency ratio is as high as 13, and the operation energy consumption is low.
2. After the completion of the project, the recovery rate of organic solvents in the VOC tail gas is as high as 90%.
3. The whole system adopts fully automatic control, automatically put into operation according to temperature changes, reducing energy consumption.
4. This project has a central computer room with integrated design and centralized management to minimize investment costs and operating management costs.

For more details , welcome to contact us at sales@hstars.com.cn
Copyright © 2015-2026 H.Stars (Guangzhou) Refrigerating Equipment Group Ltd.
/ Blog / Sitemap / XML / Privacy-policy



























